此種工藝下的新模具的狀態是鍍層完整覆蓋模具工作面的表面,壓制硬幣的工作中,因為鍍層極硬,幣坯坯料的流動對鍍層的磨損微乎其微,遠遠小于同樣作用下對無鍍層的舊工藝工作模的磨損,模具表面長久地保持了鏡面效果,這就解釋了下面幾個問題:
第一個解釋了為什么菊花一元硬幣沒有以往硬幣的那種模痕,新幣始終呈現鏡面;
第二個解釋了為什么要加這鍍層,其中一個加鍍層的理由是工作模的疲勞過程大大放緩,新工藝模具比老工藝模具的壽命大大延長,工作模生命周期打制硬幣的數量跨數量級式地增加,個人猜測,新工藝一套模具的打制硬幣數量比舊工藝的多出10倍以上,再者,節省修模的工作頻次,甚至筆者猜測,工作面出問題的模具根本不會被傳統意義上的修模,而是被直接替換;
第三個解釋了為什么菊花一元的模裂幣的比例顯著比牡丹一元的模裂幣比例高,模裂是因為工作模主體內傷導致的脆裂,牡丹一元硬幣模具還沒有到主體部分內傷表面已經老化得不能用了,被替換掉了,自然不會有大比例的模裂,這個問題就類似于為什么戰爭時期很少有人死于癌癥更沒有人患老年癡呆癥。
只是需要補充一句,上面說的是正常狀態下鍍層的磨損會很慢很慢,但不是不會被磨損,打制的數量到了,也會發生磨損,這就是模痕幣/禮花幣,但這只是模痕幣成型原理的第一步。
上面解釋了一些問題,但是還沒有解釋完,下面我就就要用到我們的輔助線了。
上面講的是正常狀態下的工作模,工作模在制作和使用過程中,可能受到傷害,盡管它很硬,如果模具的工作面受到了一點點小傷害,鍍層出現了一個極小極小的破皮,會怎樣?
先分析一下無鍍層工藝的舊模具,有個極小極小的損坑,有就有就是咯,在模具的使用過程中它會成長,但成長速度速度跟模具其他部分的磨損速度一樣,在它還沒有長大到足夠顯眼,整個模具就已經疲勞老化,模痕累累,被修模或者替換掉了。
但鍍層工藝的模具不一樣了,它的默認壽命長得多,而且基本不用修模,就算鍍層破了一點兒皮,只要沒被發現,仍然一直用一直用一直用。
下面我們看看這樣一直用下去,鍍層工藝模具上會發生什么事兒。
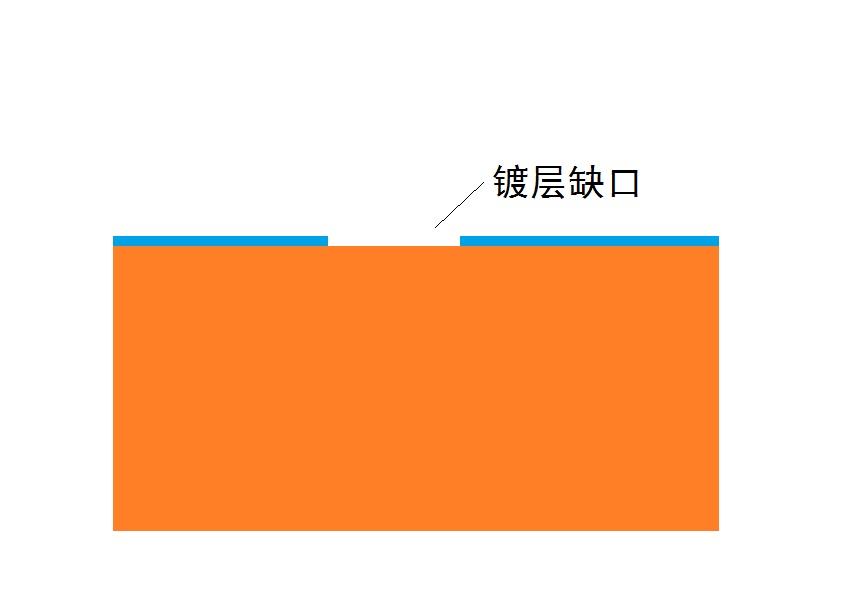
回到剛才的示意圖,鍍層下是模具主體,現在鍍層因為一些偶然原因出現了一個很小很小的破皮,示意為看到藍色的鍍層缺了一個小口。








 京公網安備 11010202005560號
京公網安備 11010202005560號